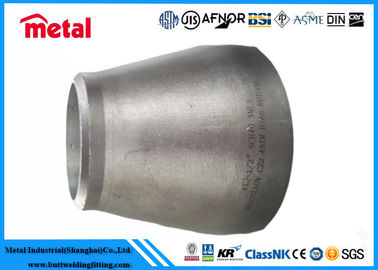
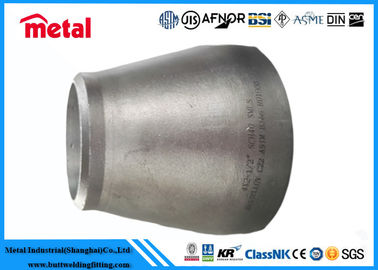
Сварка встык приспосабливая супер двухшпиндельный редуктор 1*3/4 ASME B16.9 нержавеющей стали UNS S32750 эксцентричный
Эксцентричные редукторы ссылаются на трубки различных диаметров центры которых нет дальше
такая же линия, и трубки с одним центром на такой же линии вызваны концентрический
редукторы. Обыкновенно используемые формирующ процессы прессформа сокращения, расширение
прессформу или сокращение и расширить отливать в форму, и штемпелевать можно также использовать для некоторых
спецификации различных труб диаметра. Применение эксцентричного редуктора сопло
диаметр 2 концов эксцентричного редуктора другой, поэтому он использован для того чтобы соединиться
различные штуцеры или фланцы трубы диаметра для изменения диаметра. Трубки с различным
диаметры эксцентричные на обоих концах рта, центр круга на этих же
ось, когда диаметр трубы будет высчитан с осью, положение остатков трубы
неизменно, вообще использованный для изменения газа или вертикального жидкостного диаметра трубы.
Округлость редуктора не должна быть больше чем 1% из наружного диаметра
соответствуя конец, и позволяемое отступление ±3mm. Инструменты редуктора материальные
SY/T5037, GB/T9711, GB/T8163, американский стандарт ASTM A106/A53 GRB, API 5L,
Стандарт APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN немецкий и клиент
стандарты требований
Редуктор (большая и небольшая голова) вид штуцеров трубы используемых для уменьшения трубы. Формировать
процесс обыкновенно использовал уменьшен диаметр отжимая, отжимать расширения или диаметр
уменьшение плюс расширение отжимая, и штемпелюя можно также использовать для некоторых спецификаций
редукторов.
a. Сжимать/расширяя формировать
Сокращение формируя процесс редуктора положить равный пробела трубы к диаметру
большой конец редуктора в формируя прессформу, и металл двигают вдоль полости прессформы
и сокращения и формы путем отжимать его вдоль осевого направления пробела трубы. Согласовывать
к размеру диаметра редуктора, оно разделено в один отжимая формировать или множественный
отжимать формировать. На диаграмму ниже показано схематическую диаграмму уменьшенного диаметра
формировать концентрических редукторов.
Формировать расширения диаметра польза пробелов трубы более небольших чем диаметр большой
конец редуктора, и внутренний диаметр пробела трубы расширены вдоль внутреннего
диаметр пробела трубы с внутренний пробивать умирает. Процесс расширения диаметра
главным образом разрешает ситуацию что редуктор с большим диаметром не легок быть сформированным
путем сжимать, и иногда согласно формируя потребностям материалов и продуктов,
метод расширения диаметра и уменьшения диаметра совмещен.
В процессе сжимать или расширять деформацию диаметра отжимая, согласно
различные материалы и изменения диаметра, определены, что использует холодный отжимать или горячий отжимать.
В нормальных условиях, холодный отжимать использован как можно больше, только горячий отжимать
быть использовано для строгий твердеть работы причиненный множественным редуктором, толстая толщина стены
или материалы легированной стали.
B. штемпелевать формировать
В дополнение к использованию стальных труб как сырье для произведения редукторов, некоторые спецификации
редукторов смогите также быть произведено путем штемпелевать и формировать стальные пластины. Форма
умрите использованный для протягивать конструирует согласно размеру внутренней поверхности редуктора,
и стальная пластина после того как прикрывать будет проштемпелеван и будет протягиван плашкой.


 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов! Russian
Russian